Hvordan lage et våpen for snikskyttere
• Hvordan lage et våpen for snikskyttere
plante byggeprosjekt seg for produksjon av rifler har oppstått nylig i 2008, og den første artikkelen ble publisert for to år siden i mars 2011. Anlegget er bygget nesten fra grunnen av, først på sin plass var flatt i en kjempestor tilstand. 15 mai 2010 startet overhaling. produksjon av flaggskip - sniper rifle ORSIS - en forkortelse av uttrykket "våpensystemer". Men vi kommer tilbake til historien av anlegget, og nå gå inn.

My bane passerer gjennom anlegget, hvor de behandlede stammer. Høsting, som vil bli boret hull og er fremstilt skjære kalles "form". Skjemaer levert til anlegget fra USA.

I slike maskiner, arbeidsstykket for rifler. Her tomrommene først bore hull, med en bredde som er avhengig av kaliber rifler fremtiden. Noen maskiner har blitt designet av veien i designbyrået av anlegget med hjelp av konsulenter fra Sveits og Tyskland.

Generelt er de plante 30 forskjellige formål maskiner med numerisk styring (CNC). De er svært forskjellige, er det enklere, for enkle operasjoner, men det er de som gjør det virkelig unike ting, for teknologien, som jeg hørte for første gang.

Stammene er laget av spesielle rustfrie stålarmene.

Legg merke til mynten. Hun står på kanten av en bevegelig del av maskinen, som kutter stammen fra innsiden. Den glatthet og presisjonen av driften på et så høyt at ikke faller mynten.

Den samme maskin. Her kan du se både i form av fatet går stang, gjøre kutt - 4-6 spiral band, de bidrar til å stabilisere banen kulen bevegelse. Skjæring av metall krok gjort en spesiell form, som også produseres ved anlegget.

Verktøyet omfatter et stasjonært arbeidsstykke og etterlater et merke på kutteren en mikron dyp. For å lette kappingen til stammen strømmer olje. Prosessen med å kutte stammen varer i 3-5 timer. For en slicing verktøy bør inngå 60-80 ganger. Etter at stammen manuelt polert bly-tinn lapping og ren olje.


Etter disse operasjonene, får stammen til laboratoriet.

Her eksperter probet borescope boring (relativ endoskop) for defekter - riper, sprekker eller skjell. Stammen er avmerket flere ganger etter boring av hull, skjæring og polering.


Flytte på, den andre verksted. En annen liten oppdagelse - maskinen er ikke en drill som en del roterer! Drill sakte kutter i rustfritt stål.

Hva slags tre skal vi lære litt senere.

emner, som snart vil utgjøre hoveddelen av portmekanismen.


CNC maskinerte deler låsemekanisme, som deretter kjøles med vann.


Videre er dette en del kvalitetssikret. Ved hjelp av denne anordning (venstre), definert som kjennetegner den del må oppfylle.


Den generelle planen for andre verksted.

Videre vår bane ligger gjennom butikken, der de gjør sengen. Her er dermed saget stikksag blank som maskinen vil kutte nesten ferdige produktet.

For å gjøre din seng hver modell. Det gir strukturell stivhet. Av taktiske rifler bruke en seng av alumina for sport - fra en spesiell våpen laminat. I tillegg anlegget gjør for å for en boks av edeltre, slik som valnøtt.

Maskinen fungerer også på programvareadministrasjon.


En billet av denne delen kan koste titusenvis av rubler. Hvis du ser nøye på en av disse barene, kan det ses fire kryssfiner lag eller som det kalles annerledes - tre laminat.





Etter behandlingen i hovedfresemaskinen manuelt slipes den påføres proprietær laser innsnitt og oljeimpregnert flere ganger. Ett skift formann produserer 2-3 sengs.



I arbeidsstykket er en utsparing for spindelen, hvoretter det igjen blir dekket med olje, og har deretter lakk.

La oss gå videre.



Det kan sees hvordan polert preform.

Da venter vi på fargehandelen.



Og i neste rom ventet meg liten åpning.

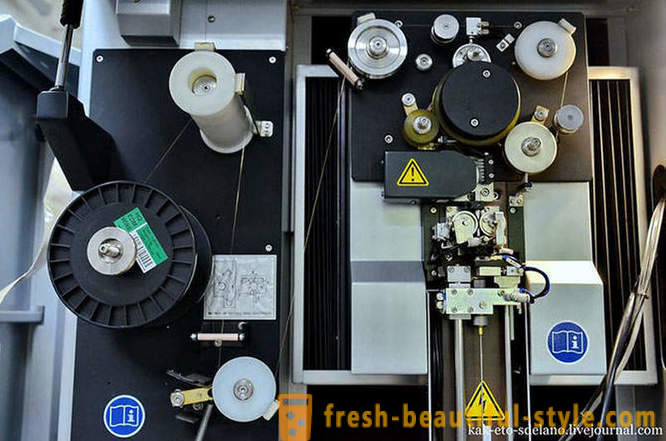
Her med hjelp av høy presisjon utstyr (som koster titusenvis av euro) av metall kutt deler for bolten gruppe (hammere, sikringer, utløser), som ikke kunne vært gjort med hjelp av andre verktøy.

Deler bearbeides med elektrisk erosjon teknikker. Her en tråd, kan det lages av molybden eller messing.

Alt skjer som følger: spoletråden tres gjennom et lite hull i metallplaten eller blokker, er festet nedenfra slik at det kan vikles på en annen spole. Dette ark blir så senket ned i et vannbad til hvilken strøm tilføres den høye spenning og effekt.

Garnet hurtig viklet på den andre spolen og derved reduserer maskindeler som er nøyaktig til mikron. Denne prosessen kan ta 3-4 timer. Slike oppgradert stikksag.

Her også, CNC, definerer man bare programmet og sørger for nøyaktig drift.

Som er ute av denne ingot

Kutt ut unødvendig, slik at du kan sette inn en annen brikke.

og jeg ble overrasket at tråden kan skjæres i en vinkel. Det er fra midten av sylinderen er skåret ut detalj, som på den ene side rund og den andre i form av en stjerne.

Detaljene i utløsermekanismen.

Det kan sees at flere ark sveiset sammen til det maksimale antall kappede stykker.


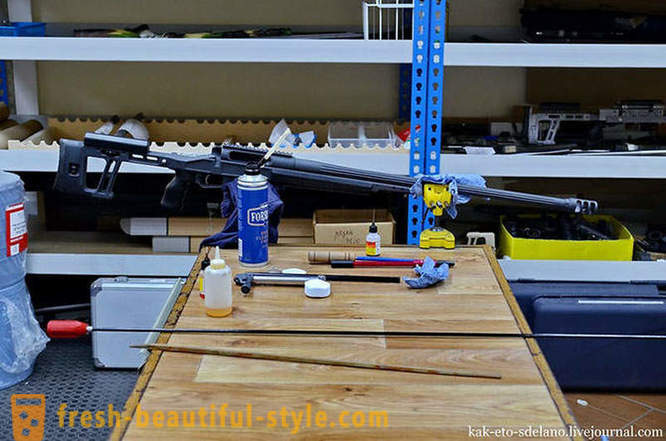
La dette verksted og hodeenheten delen, er det siste trinnet før en rifle vil komme til skytebane.
Disse boksene er klare rifler.

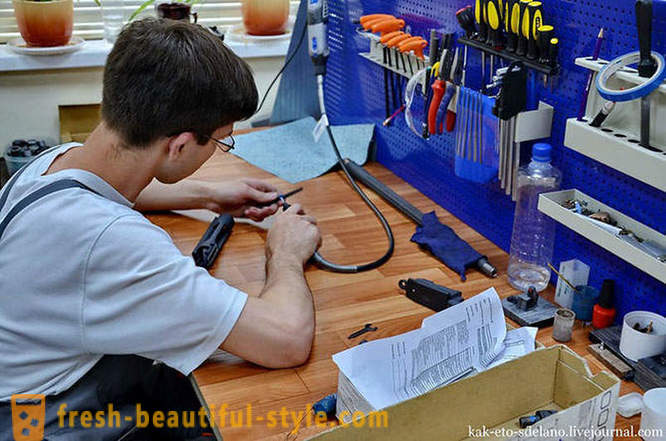
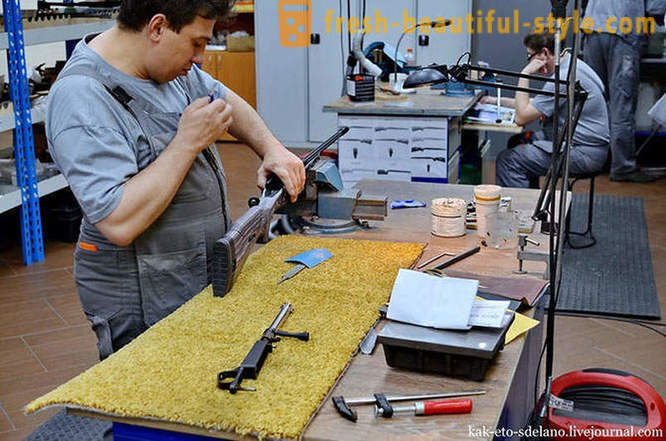
Spesialisten samler detaljene i sleiden, knytter dem til sylinderen, etterfulgt av en prosess beddinga Glass. På senga er brukt på en rifle spesiell mastic i det sette metalldelene og la for en dag å tørke helt. Da detaljene igjen tatt ut og gitt til maleriet, og på sengen forblir deres eksakte avtrykk, som gjør at treet til å passe under metallet. Dette gir større presisjon våpen.



Etter maleri deler er satt sammen igjen. Kvalitetskontroll avdeling eksperter inspisere det ferdige produktet, og trekke den konklusjon at rifla er klar til å skyte.

På fabrikken er det svært unge arbeidstakere.
Anlegget produserer opp til 10 våpen om dagen.




Anlegget bortsett rifler lisenser som er samlet Østerriksk Glock pistoler av forskjellige kalibre.





Og dette er kjøleskap, men i den vil du ikke finne grønnsaker, frukt, øl, gårsdagens middag og annet snacks. Også han blir brukt i montering av rifle. Hvordan, spør du?

Det faktum at sammenstillingen av enkelte av detaljene skal være så stramt boltet til sjiktet av enkelte detaljer. Hvis dette gjøres ved romtemperatur, skruene for hardt krasjet inn i produktet, og kan ødelegge det, fordi disse delene er plassert på en stund i kjøleskapet så det er litt strammet (fysikk håper alle husker) og kan skrus så tett som det skal, uten risiko for å ødelegge sengen.

lar monteringshall og hodet til skytebanen. Dette er den siste fasen rifler sjekke kvaliteten og nøyaktigheten. Alle våpen passerer gjennom sikte.


Voooooon trenger for å komme i den lille punktet. Du ser noe? Jeg er ikke) Tir lengde - 100 meter.

Testene utføres presisjonsvåpen mester i den internasjonale klassen på skyting. Rommet er lite, ca 2 meter med 2 Sett på hodetelefonene for ikke å bli døv.

Den avanserte piler vunnet konkurranser i skyting på grunn av denne rifle.


Forresten Steven Seagal stor fan av jakt våpen og beordret fabrikken Orsis eksklusive rifle.
bilder fra fabrikkområdet

Dersom anlegget har en salong av våpen, der du kan se etter selv en rifle, kjøpe reservedeler for det.
























- Mest populær
-
 Hva skjer hvis du push-ups hver dag, og ta opp?
Hva skjer hvis du push-ups hver dag, og ta opp?
-
 Svart leppestift - en moderne beauty-trend for fashionistas
Svart leppestift - en moderne beauty-trend for fashionistas
-
 Hvordan redusere nesen med sminke? Visuelt redusere nesen
Hvordan redusere nesen med sminke? Visuelt redusere nesen
-
 Hvordan fjerne rødhet av en kvise rask
Hvordan fjerne rødhet av en kvise rask
-
 Hvordan tegne øyenbryn? øyenbryn makeup
Hvordan tegne øyenbryn? øyenbryn makeup
-
 Kosmetikk La Roche Posay: anmeldelser. Termisk Vann La Roche Posay: anmeldelser
Kosmetikk La Roche Posay: anmeldelser. Termisk Vann La Roche Posay: anmeldelser
-
 Knife "KARAMBIT": et foto, pris, tegninger og diagrammer. Hvordan lage en kniv "KARAMBIT" med sine egne hender?
Knife "KARAMBIT": et foto, pris, tegninger og diagrammer. Hvordan lage en kniv "KARAMBIT" med sine egne hender?
-
 Drage: Verdien av tatovering design og skisser. Hvordan velge en drage tatovering?
Drage: Verdien av tatovering design og skisser. Hvordan velge en drage tatovering?
-
 Drikk slanking med ingefær. Drikke Diet: anmeldelser
Drikk slanking med ingefær. Drikke Diet: anmeldelser
-
 Hvordan å rette håret uten rettetang hjemme
Hvordan å rette håret uten rettetang hjemme
-
 Trendy frisyrer for menn ungdom
Trendy frisyrer for menn ungdom
-
 5 måter å skille seg ut i arbeid
5 måter å skille seg ut i arbeid
-
 I en stor familie: Fødselspermisjon tips fra Kate Middleton
I en stor familie: Fødselspermisjon tips fra Kate Middleton
-
 Spill på kameraet: hvor godt forberedt på bildet
Spill på kameraet: hvor godt forberedt på bildet
-
 Tehnochtenie: Fem gadgets for bokelskere
Tehnochtenie: Fem gadgets for bokelskere